3D-Druck ist faszinierend. Man „steckt“ ne Datei und ne Rolle Plastik rein und bekommt ein fertiges Objekt raus. So die Theorie. In der Praxis gibt es mehrere Ansätze, eine davon ist der Resin-Druck mit flüssigem SLA-Fillament. Das wirkt in der Theorie etwas abschreckend, da es potenziell giftige Chemikalien enthält. In der Praxis können aber selbst Einsteiger damit zurechtkommen, wie ich für euch ausprobiert habe.
Das gefällt uns
- Einfache Montage
- Geringe Druckzeit
- Einfach zu bedienen
Das gefällt uns nicht
- Fummeliges Display
- Geruchsentwicklung & Aufwändiger Reinigungsprozess
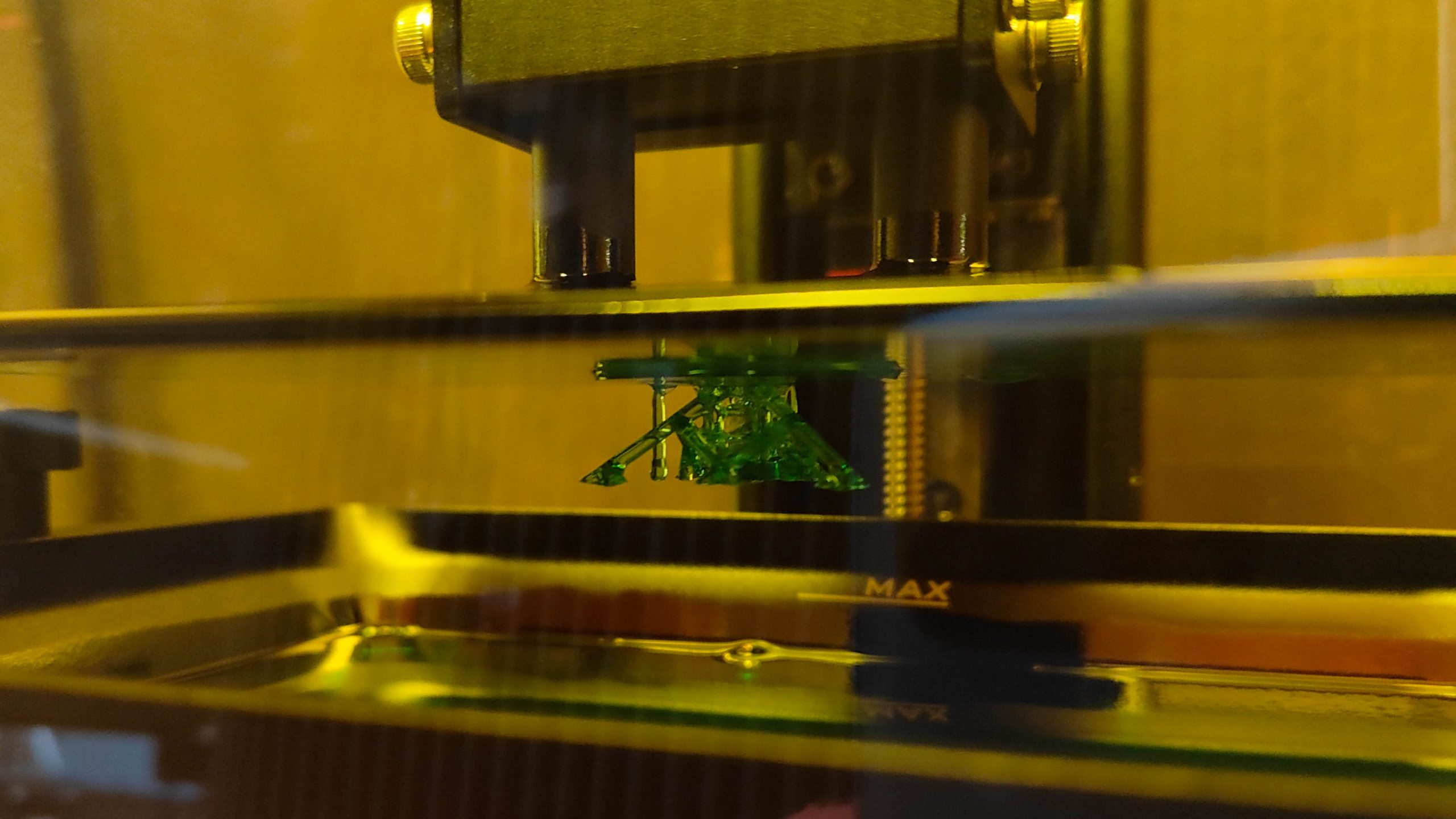
Vorweg: Ich hab schon ein wenig Erfahrung mit „klassischem“ PLA-Druck. Hier werden nach und nach dünne Kunststoff-Schichten aufeinandergestapelt, bis ein fertiges Objekt entstanden ist. Beim Druck mit SLA-Resin läuft das Ganze ein wenig anders. In einem Reservoir am Boden des Druckers befindet sich das flüssige SLA-Resin, die Druckplatte steht darüber und wird Schicht für Schicht nach oben gefahren. Dabei wird das Resin mit UV-Licht belichtet, wodurch es aushärtet. Statt also heißen Kunststoff zu stapeln, hängt man eine Schicht Kunststoff unter die Druckplatte und das Modell steht Kopf während des Drucks. Der Vorteil hierbei: Egal wie groß das Objekt ist, die Belichtung einer Schicht dauert immer exakt gleich lang, während klassische PLA-Drucker hier je nach Größe länger brauchen.
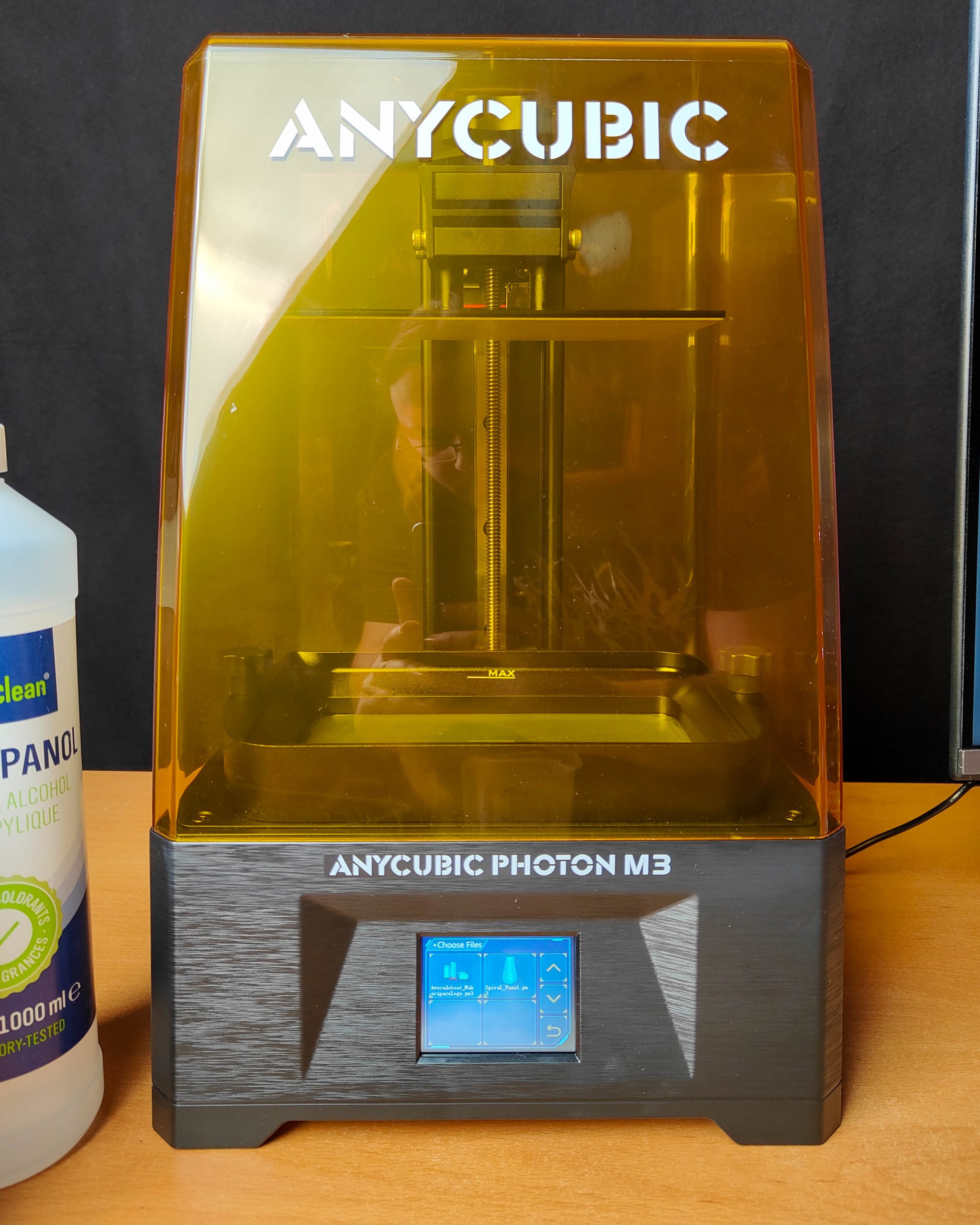
Ein weiterer Vorteil ist, dass die mögliche Druckauflösung, also die Details im Endprodukt, noch einmal deutlich feiner sind als bei PLA-Druckern. Moderne Drucker erreichen hier Auflösungen von 6k oder gar 8k, und das bei Druckplatten von 10 bis 12 Zoll Größe. SLA-Drucker sind also genauer und schneller als die meisten klassischen Drucker. Anycubic war so freundlich, mir den neuen Photon-M3-Drucker für diesen Test zuzuschicken, der – ganz zufällig – auch ab heute verfügbar ist. Alle technischen Infos und die Option vorzubestellen findet ihr auf der Produktseite.
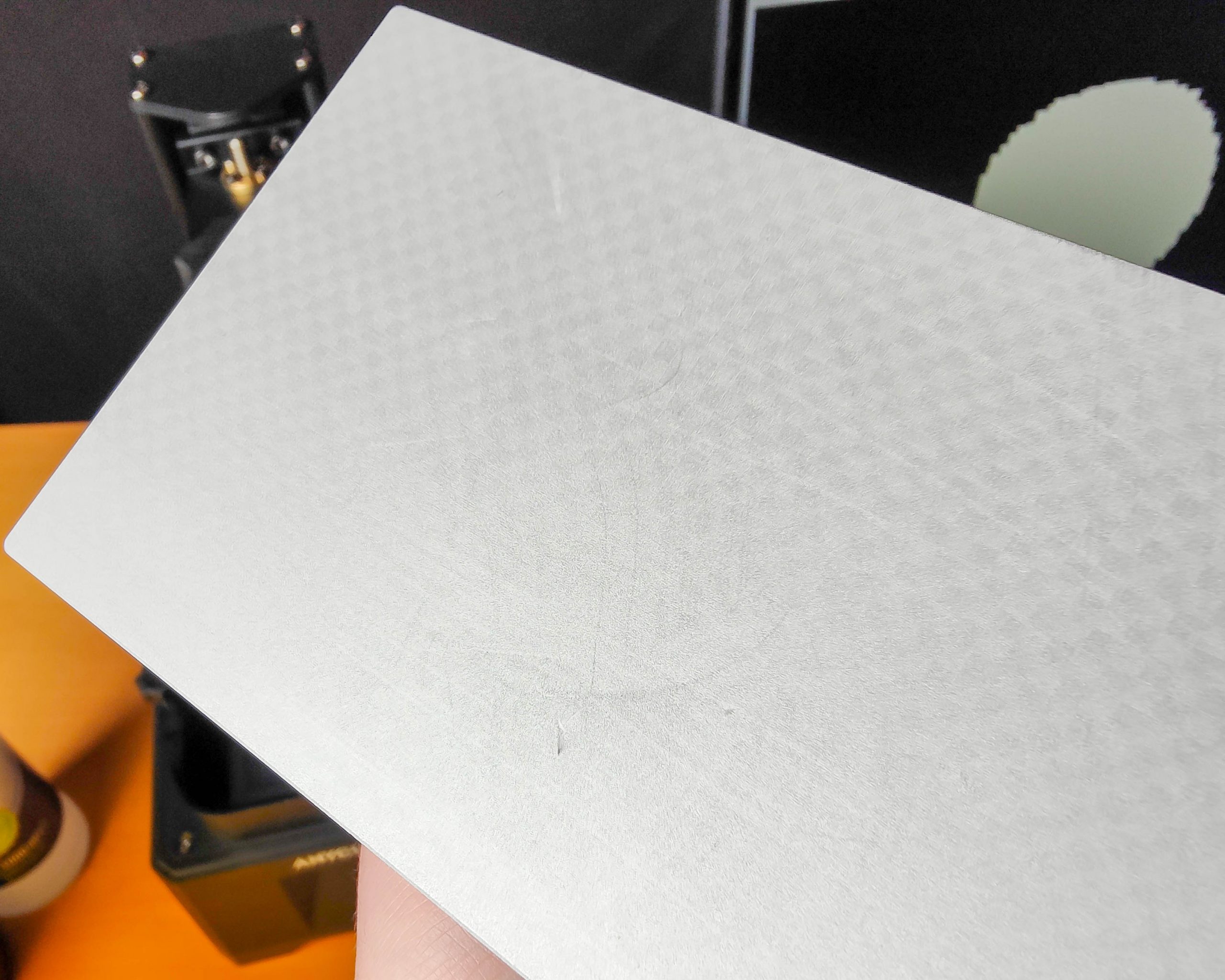
Die Kernfeatures kurz zusammengefasst: Der Photon M3 bietet jetzt eine Laser-Gravierte Buildplate, durch die die Objekte besser daran haften sollen. Für feinere Details und eins schöneres Finish der Oberflächen sollen die Auflösung von 4095×2560 Pixeln und der Kontrast von 400:1 sorgen. Zudem liegt die Druckgeschwindigkeit bei bis zu 50mm/h. Das Druckvolumen wurde auch erhöht, so ist es mit dem Photon M3 möglich Modelle mit bis zu 163 x 102 x 180 mm zu drucken. Das einzige was ihm gegenüber seinen „größeren“ Photon M3 Brüdern fehlt: Die automatische Resin-Zufuhr während des Drucks. Belichtet wird bei allen drei über die Anycubic LightTurbo LED Matrix. Dadurch soll die Leuchthomogenität in jeder Schicht bei 92% liegen. Das ermöglicht feinere Endergebnisse, die ihr weiter unten sehen könnt.
Aufbau
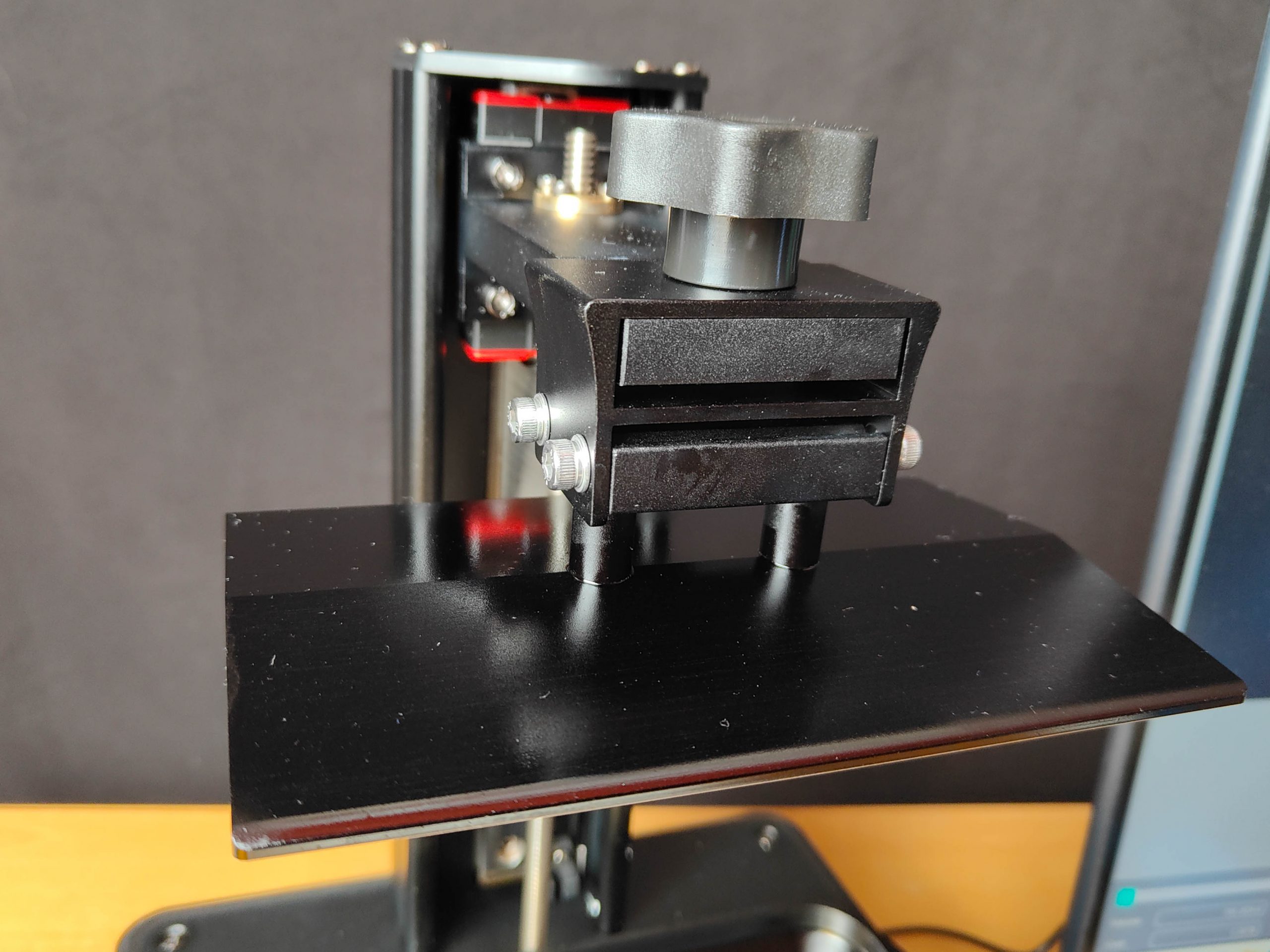
Wer sich mit 3D-Druck ein wenig beschäftigt weiß vielleicht, dass der Zusammenbau der Drucker oft ziemlich mühselig und kleinteilig ist. Gerade eher günstige Modelle neigen dazu, in dutzenden Einzelteilen geliefert zu werden. Auch der Photon M3 muss erstmal aufgebaut werden, was aber in weniger als 5 Minuten erledigt ist. Eventuell benötigtes Werkzeug liegt direkt bei. Montiert werden müssen lediglich die Resin-Wanne und die Druckplatte. Die Schritte sind einfach und übersichtlich erklärt, allerdings nur auf Englisch und Chinesisch. Mittels der Bilder sollte man es aber auch mit mäßigen Englisch-Kenntnissen hinbekommen.

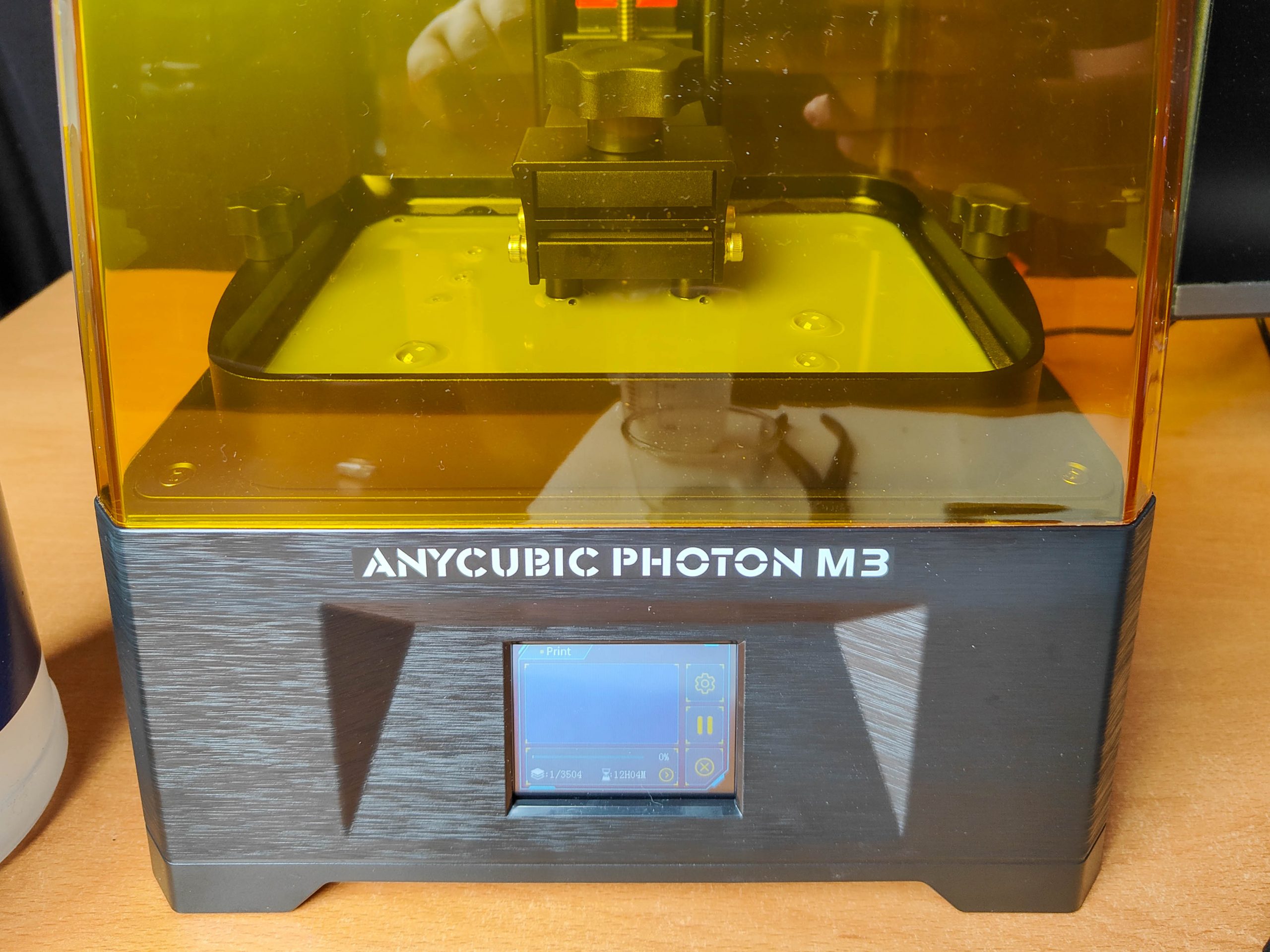
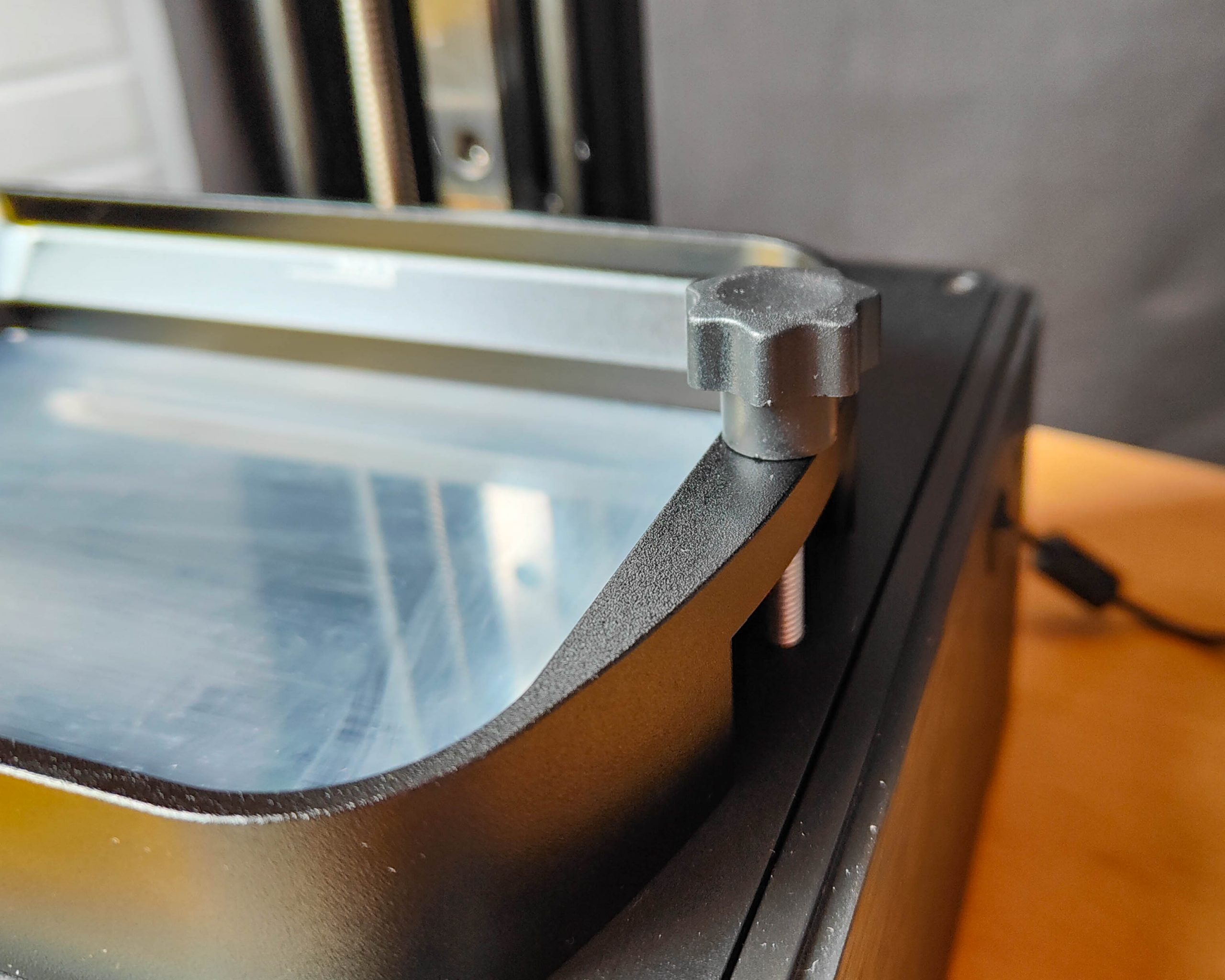
Direkt danach wird der Drucker kalibriert. Auch hier gilt: Ältere klassische PLA-Drucker können ziemlich fummelig sein und die Kalibrierung muss ständig wiederholt werden. Beim Photon M3 ist das schnell erledigt: Das beiliegende Blatt zur Kalibrierung auf den Drucker, Druckplatte ganz runterfahren, Schrauben lösen, andrücken, schrauben festziehen – fertig. Wirklich simpel und schnell erledigt. Ein kurze Blick um den Photon M3 herum ist dann nicht besonders aufregend: Vorne ein Display, links USB-Anschluss und Power-Schalter und auf der Rückseite dann der Stromanschluss. Das wars. Oh und natürlich die große, gelbe Kunststoffhaube. Die hat keine Schutzfolie, sondern ist gelb um UV-Strahlung zu filtern.
Schön ist auch, dass Anycubic alles Nötige beilegt, um direkt loszulegen. Das beinhaltet Werkzeuge wie einen Spachtel um die Modelle von der Buildplate zu lösen, einen Schieber um überschüssiges Resin zusammenzuschieben, eine kleine Packung Gummihandschuhe, Papiertrichter mit integriertem feinem Sieb, einen USB-Stick mit der Software und einem Probestück für den ersten Druck.
Der erste Druck
Jetzt wird es aufregend, denn der erste Druck steht an. Im Lieferumfang ist ein USB-Stick enthalten, auf dem ein kleiner Testwürfel enthalten ist. Der kann direkt ohne weitere Einstellungen oder Slicing in der dazugehörigen Software gedruckt werden. Wichtig ist zu prüfen, welche Einstellungen euer Resin erfordert. Diese könnt ihr beim Slicing festlegen oder auch während des Druckvorgangs ändern falls nötig. Der kleine Würfel auf dem USB Stick sollte aber ohne weitere Änderungen gedruckt werden können.
Eingestellt wird anhand der Belichtungszeit, die sich je nach Resin unterscheiden kann. Das steht direkt auf der Flasche und kann natürlich ein wenig variiert werden. Ich bin beim Anycubic-ECO-Resin mit 24 Sekunden „Bottom Exposure Time“ und 4 Sekunden pro weiterem Layer gut gefahren. Es braucht aber ein wenig experimentieren, was für die eigene Situation am besten passt.
Sollte ein Druck nicht an der Druckplatte haften, erhöht man die „Bottom Exposure Time“ bis es ordentlich haftet. Aber Achtung: Zu lange Belichtung führt dazu, dass sich das Modell schwer von der Platte lösen lässt. Die Belichtungszeit beeinflusst vor allem die Druckqualität und auch hier gilt es, ein wenig zu experimentieren was je nach Resin und Drucker am besten funktioniert. Daher nutzt meine Werte nicht als Optimum, sondern nur als Startpunkt. Und dann kann schon gedruckt werden. Das startet ziemlich… unspektakulär. Die Druckplatte fährt herunter und man sieht erstmal nicht viel vom eigentlichen Druckprozess. Alle paar Sekunden – je nach gewählter Einstellung – fährt sie kurz hoch und wieder herunter, dann wird belichtet, wieder hoch, runter, belichtet, und so weiter. Ein Tipp daher: Der Druck kann pausiert werden, wodurch die Druckplatte deutlich weiter hoch fährt und man den Fortschritt betrachten kann. Beispielsweise, ob auch alles gut an der Druckplatte haftet.
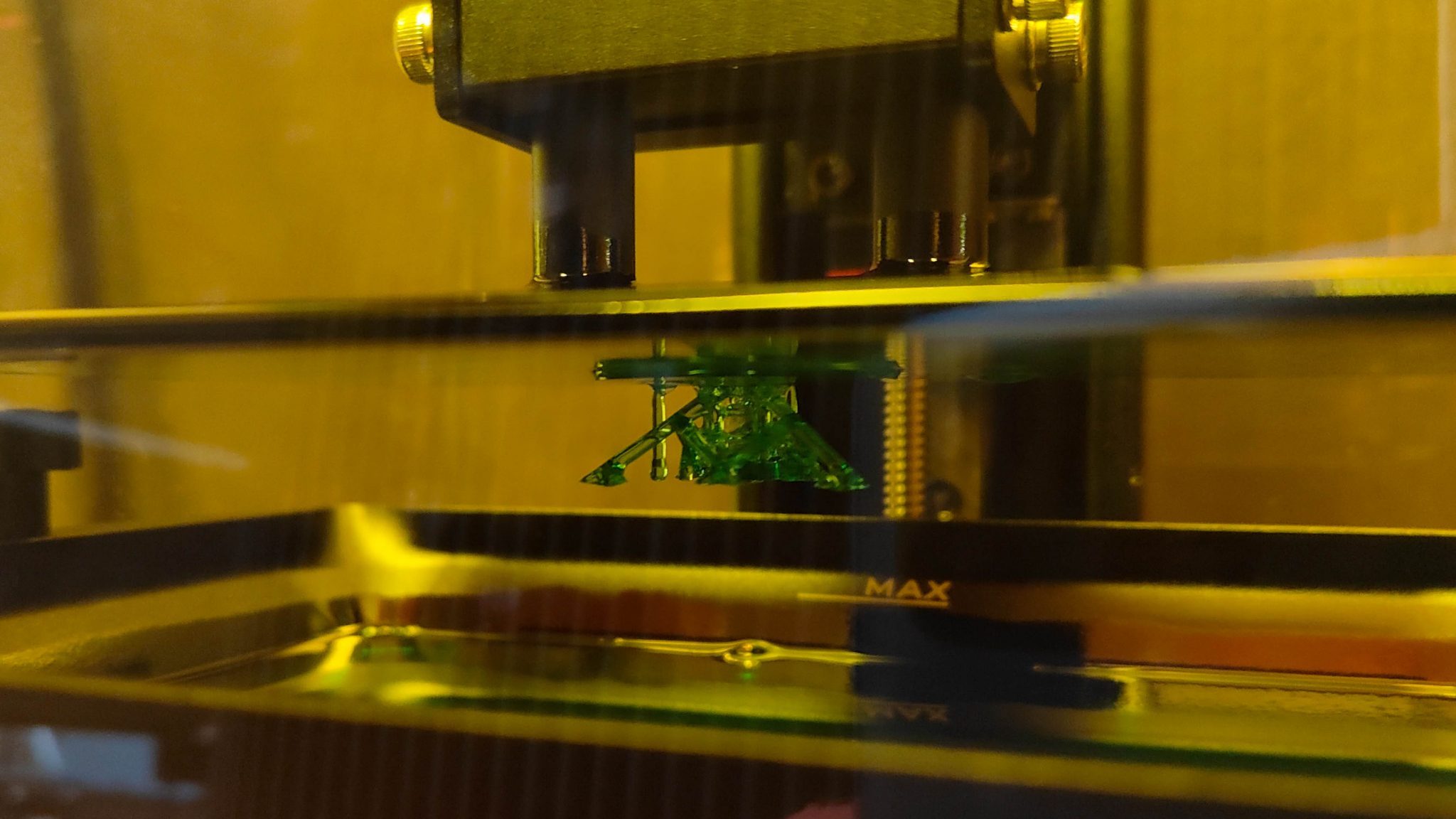
Bei kleinen Objekten sieht man nicht viel von dem ganzen Prozess, erst bei Größeren kann man beobachten, wie die Belichtung erfolgt. Es werden nämlich nur exakt die Stellen belichtet, an denen ein Objekt entstehen soll. Ein bisschen wie die Per-Pixel-Steuerung bei OLED-Fernsehern, kann jeder Lichtpunkt einzeln gesteuert werden. Der Photon M3 zeigt parallel dazu auf dem Display an, welche Bereiche gerade belichtet werden. Bei großen Objekten ist das wirklich spannend und faszinierend zu beobachten, wie die Objekte langsam entstehen. Hier mal ein Timelapse eines Druckvorgangs – oder zumindest eines Teils davon.
Der erste eigene Druck
Nachdem wir also den Testwürfel gedruckt haben, ist es an der Zeit, Dinge zu drucken die man selbst haben möchte oder gar braucht. Wer nicht selbst entwerfen will oder kann findet auf Seiten wie thingiverse, cults3d oder thangs sind gute Anlaufstellen, um passende Vorlagen zu finden. Eine Übersicht über die verschiedenen Seiten findet ihr zudem hier.
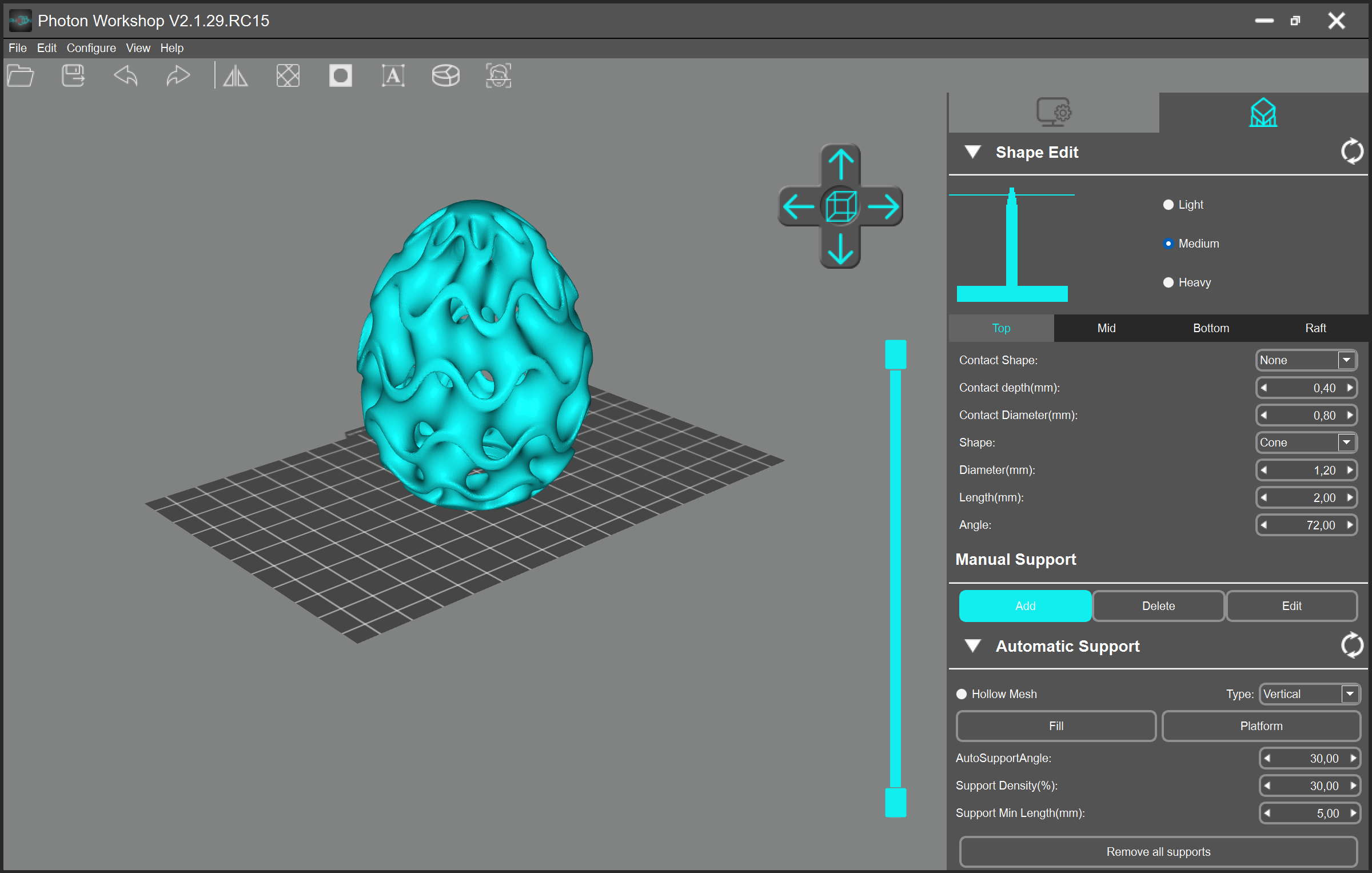
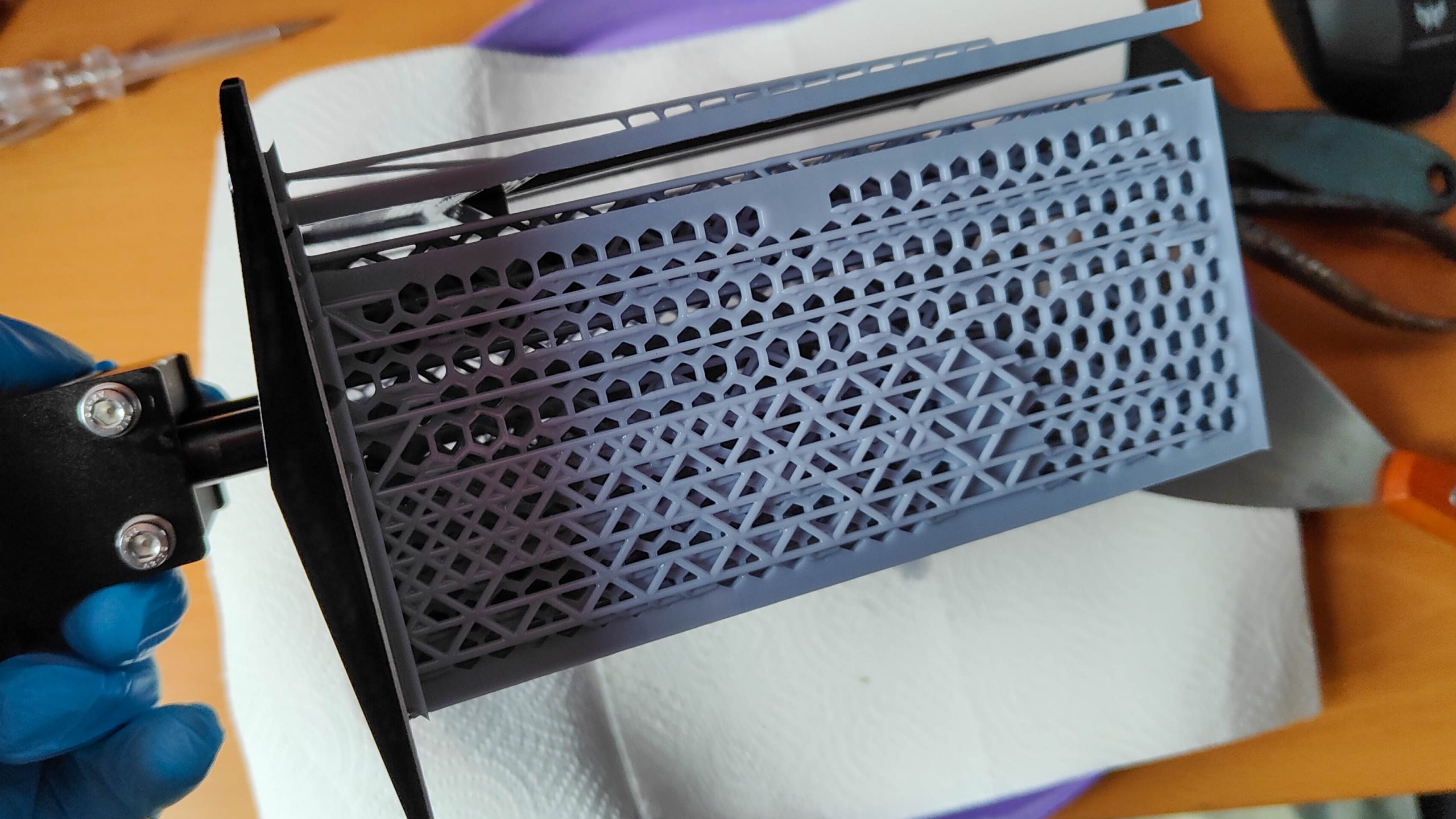
Hat man die Vorlage, muss diese noch vorbereitet werden. Anycubic bietet hierfür die eigene Software „Photon Workshop“ an, die auf dem enthaltenen USB-Stick liegt. Alternativ kann sie direkt auf der Anycubic-Website heruntergeladen werden. Darin wird das Modell „gesliced“, also in seine einzelnen Schichten zerschnitten, damit der Drucker genau weiß was er zu tun hat. Außerdem könnt ihr hier euer Modell ausrichten und Supports erstellen. Die sind nötig, um Überhänge wie Arme oder Beine von Figuren zu stützen, damit sie nicht einfach abfallen. Nach dem Druck werden diese Stützen einfach entfernt. Nett ist auch, dass die Software nach dem Slicing noch die Druckzeit und Resinbedarf anzeigt.
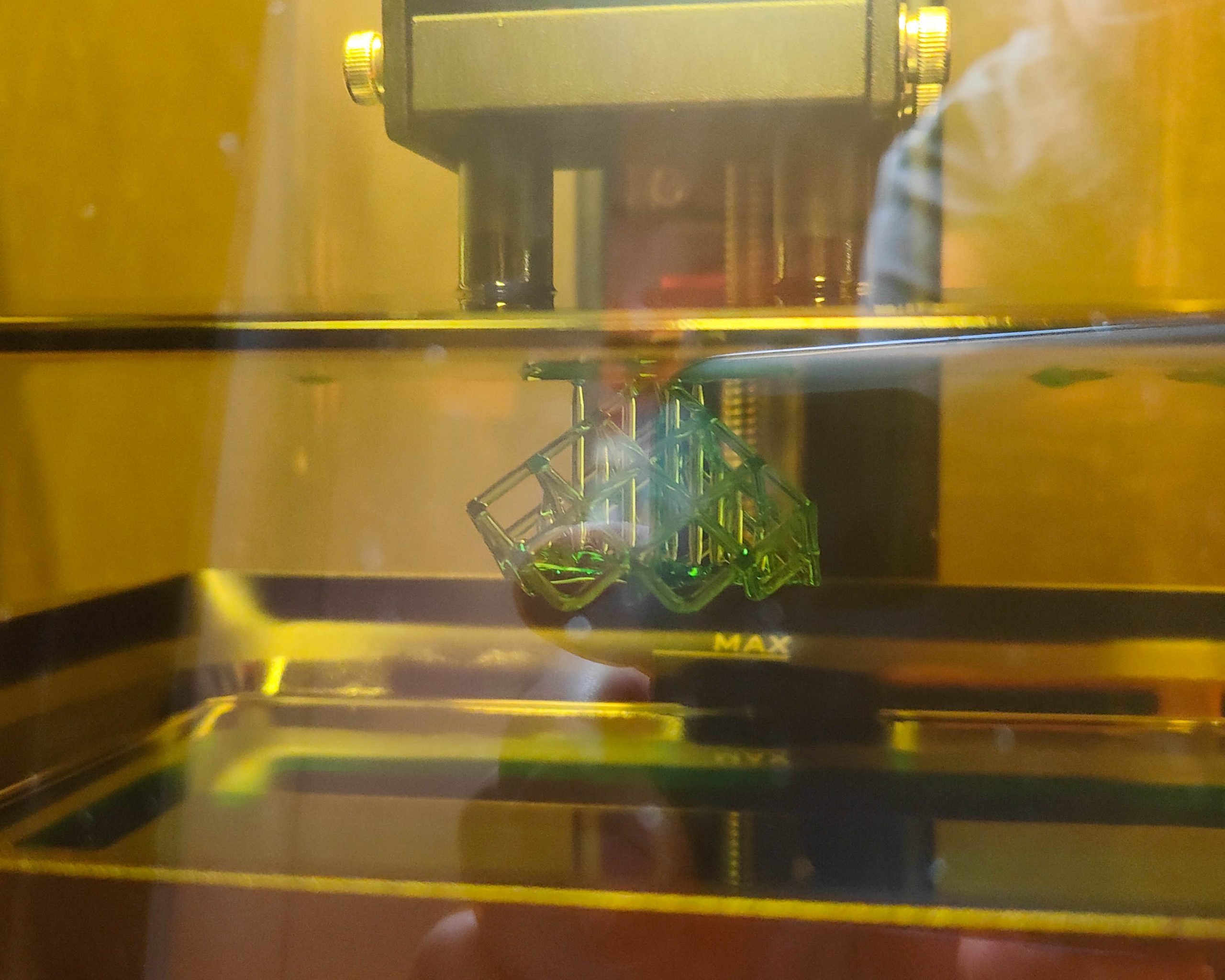
Ein Tipp, der mir direkt zu Anfang gegeben wurde: Das Modell etwa 5mm über (oder unter, je nach Sichtweise) der Buildplate platzieren und mit Supports bestücken. Das macht es später einfacher es von der Druckplatte zu lösen. Und falls ihr euch fragt, was passiert, wenn zwischendurch das Resin ausgeht? Das hier…
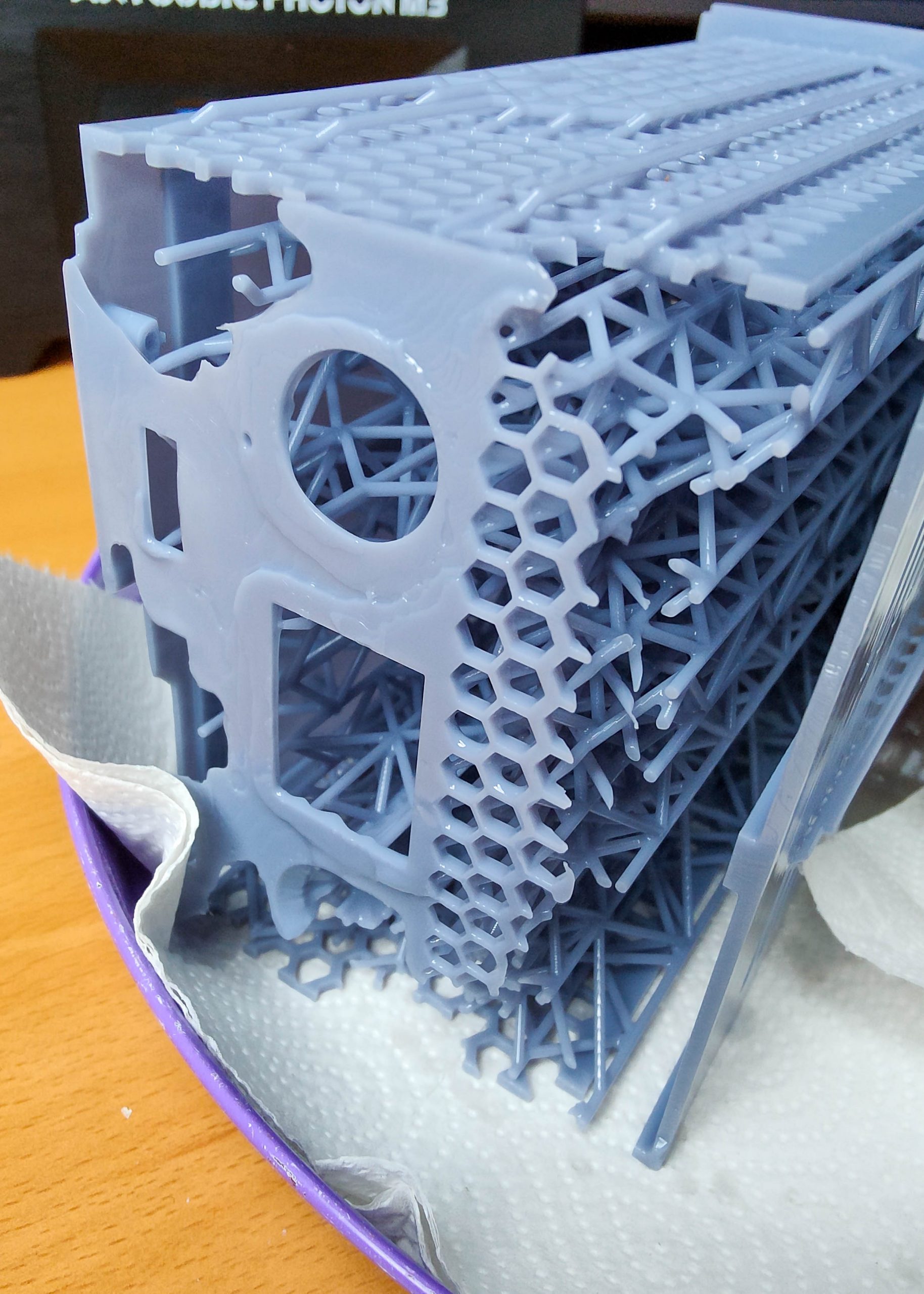
Es gibt beim normalen M3 nämlich keinen Mechanismus, der die Resinmenge prüft und bei zu wenig Resin stoppt, wie es die meisten klassischen Drucker machen. Darauf sollte man daher immer ein Auge haben.
Nach dem Druck
Hier kommt der größte Nachteil von SLA-Resin zum Vorschein: Die Nacharbeit. Denn das Resin selbst ist giftig und sollte nicht mit Haut in Berührung kommen. Das kann zu Haut-Irritationen und Schlimmerem führen, daher sollten unbedingt Handschuhe getragen werden. Auch eine Schutzbrille ist definitiv zu empfehlen, genauso wie das Arbeiten in einem gut belüfteten Raum – alternativ empfiehlt sich auch ein Luftreiniger mit Aktivkohlefilter.
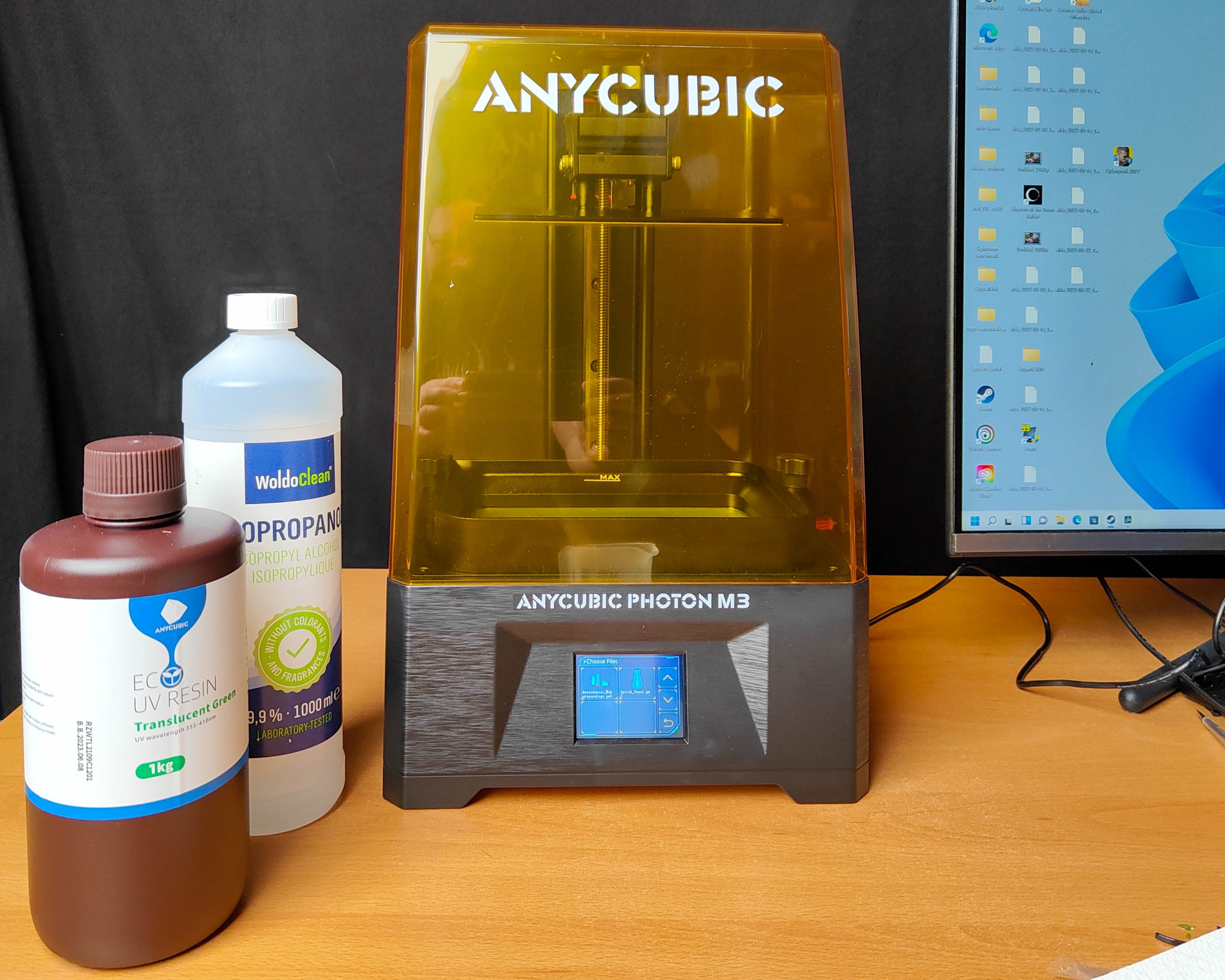
Zum Reinigen kommt dann bei den meisten Resin noch Isopropylalkohol zum Einsatz. Der riecht ebenfalls streng und reizt die Haut, ist aber ansonsten nicht ganz so giftig. Damit wird der fertige Druck zuerst grob und im Zweiten Schritt noch einmal gründlich gereinigt. Am besten nutzt man hierfür zwei Behälter, um den Isopropylalkohol möglichst lange benutzen zu können. Im ersten Behälter werden dann gröbere Rückstände abgewaschen, während im Zweiten dann der „Feinwaschgang“ erfolgt. Eine Zahnbürste kann hier sehr hilfreich sein.
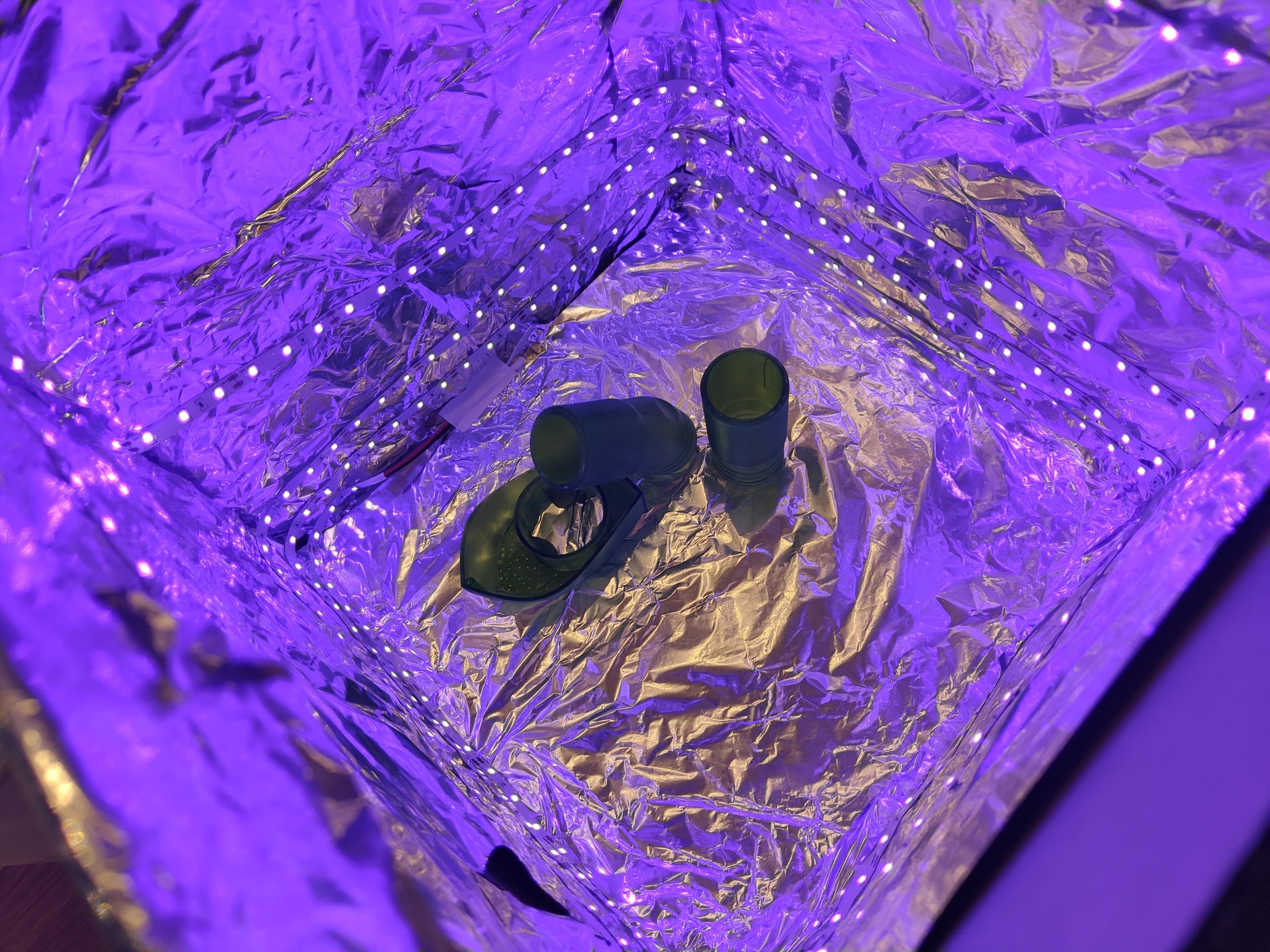
Alternativ gibt es dafür auch sogenannte „Wash&Cure“-Stations, auch von Anycubic, in denen die Reinigung etwas einfacher ist. Das „Cure“ steht dafür für das sogenannte Curing des Drucks. SLA-Resin muss nach dem Drucken und Reinigen noch gehärtet werden. Dafür wird es mit UV-Licht für 15 bis 30 Minuten bestrahlt. Hier kann man entweder eine fertige Station kaufen, oder einen einfachen LED-Streifen in einen Karton mit Alufolie kleben 😉. Andere nutzen auch Kochtöpfe oder ähnliches, Möglichkeiten gibt es viele. Auch ein Sonniges Plätzchen geht, dann dauert das Aushärten aber deutlich länger.
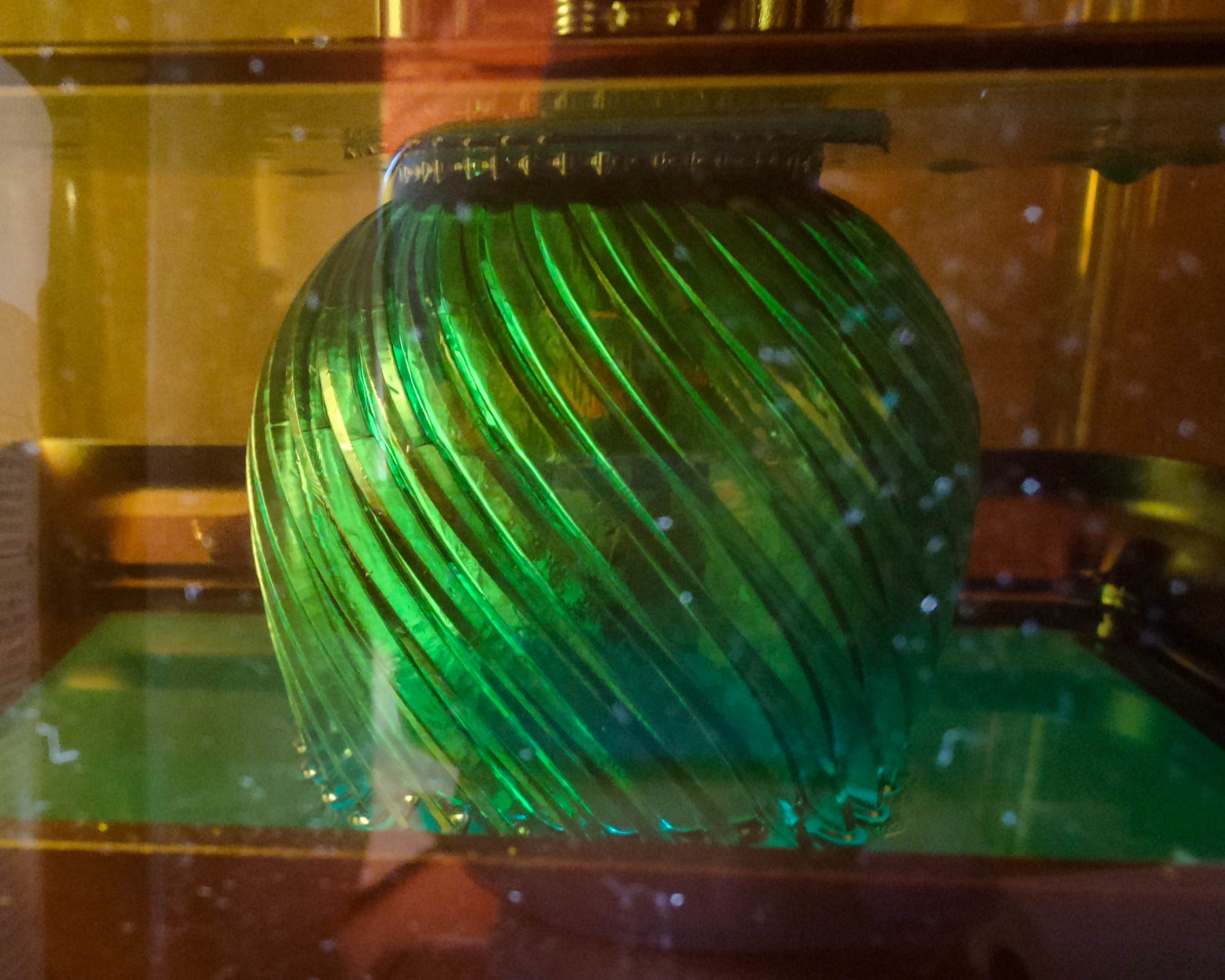
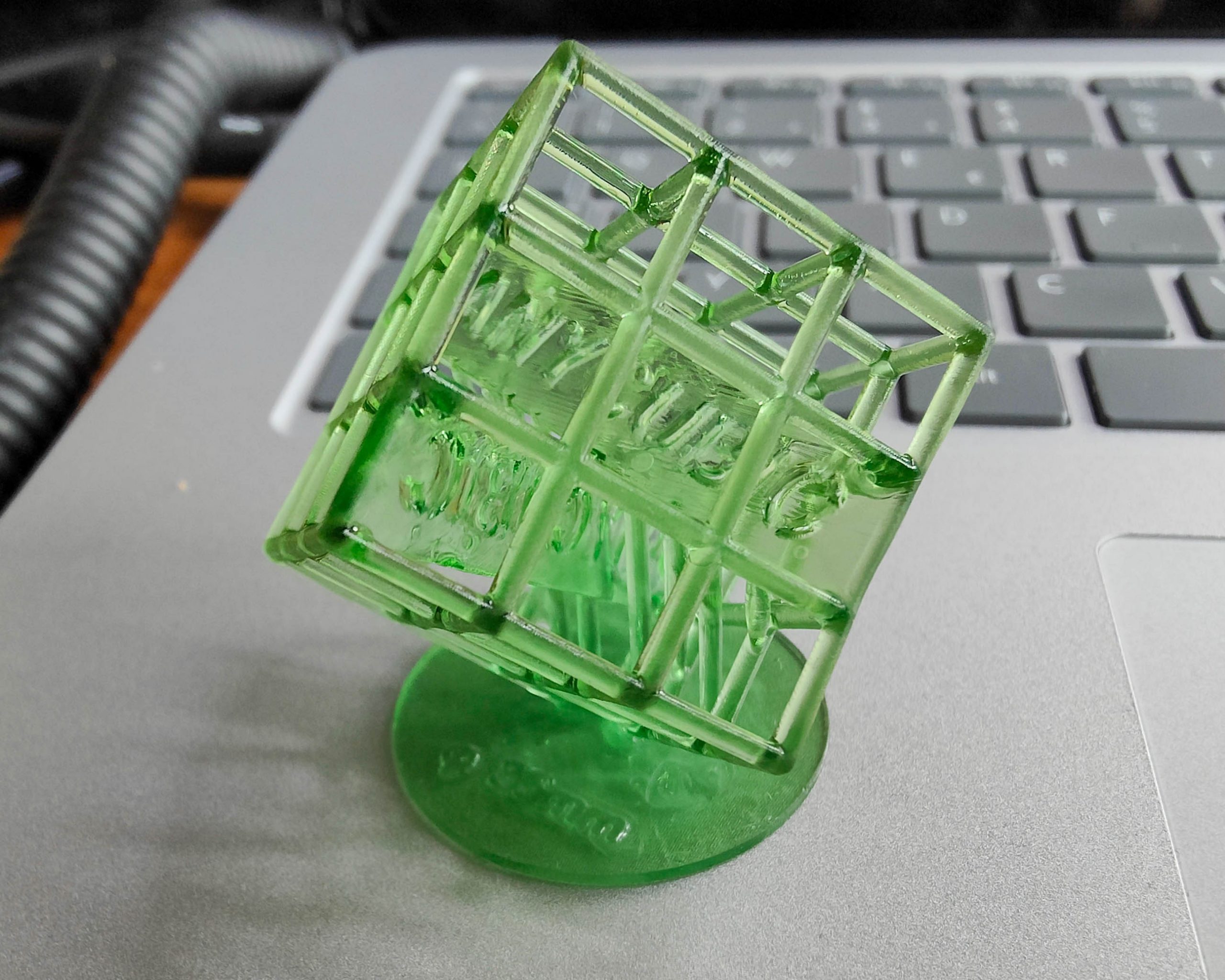
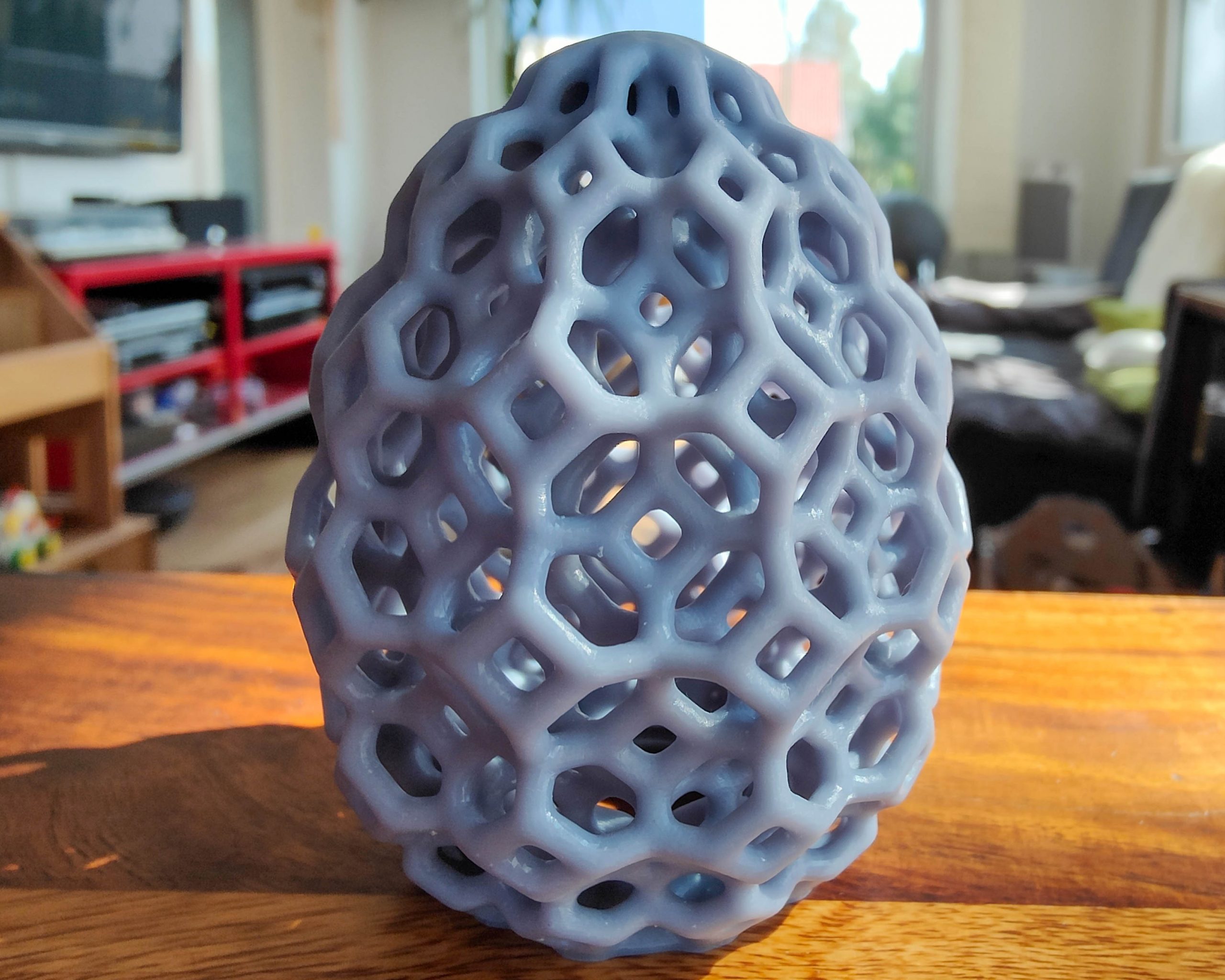
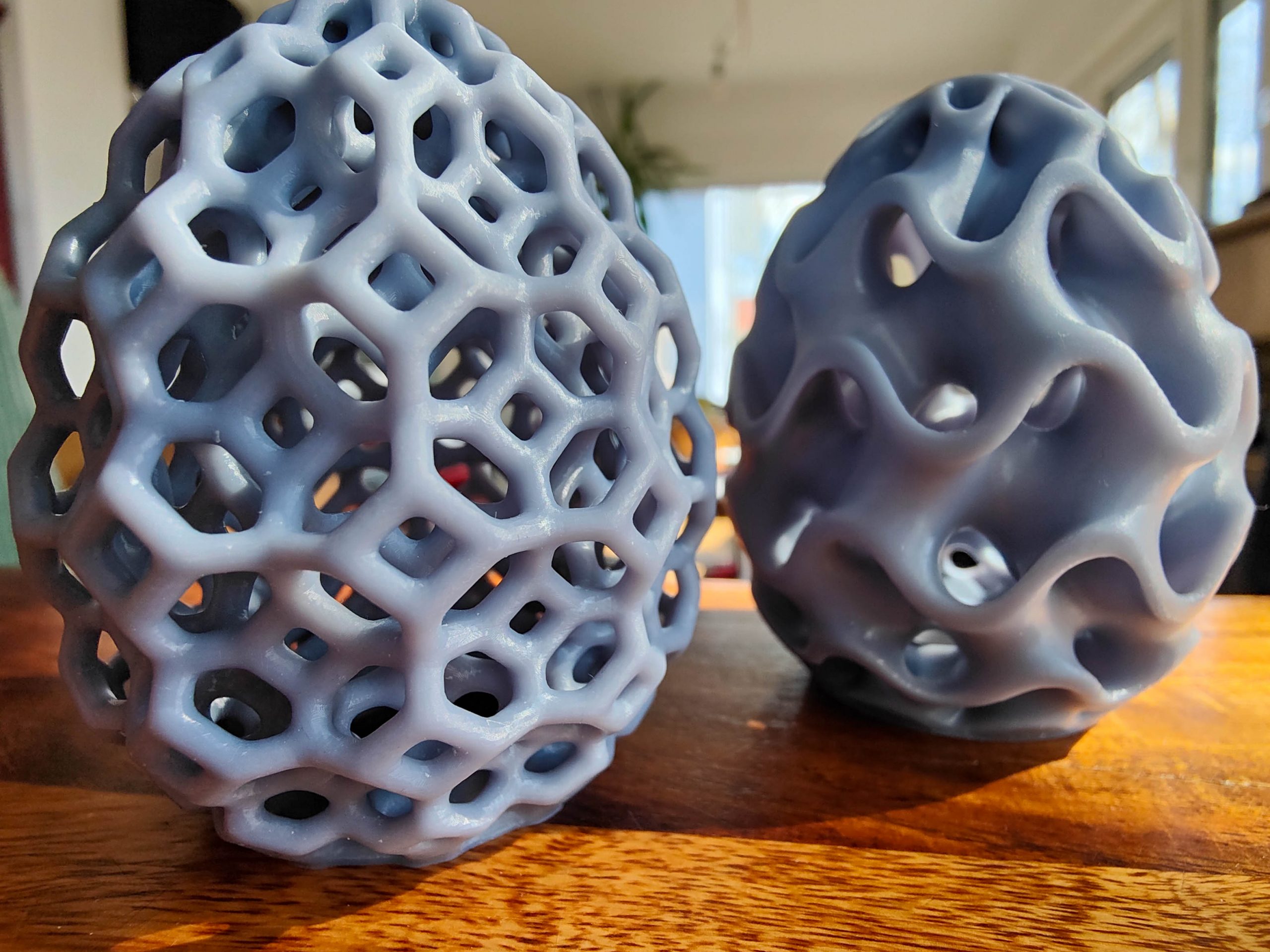
Insgesamt hat mich dieser Prozess bislang abgeschreckt, weil es ziemlich giftig, gefährlich und damit am Ende abschreckend klingt. Auch die Verwendung von Chemikalien ist nicht unbedingt verlockend. Nach ein paar Drucks muss ich aber sagen: Die Vorteile überwiegen den Reinigungsaufwand und mit der Zeit wird man geübter darin, die Drucke ordentlich zu reinigen und zu härten. Die Ergebnisse können sich dann auch sehen lassen:
-

- Eine Vase …

-

- … mehr Details….

-

- … und noch mehr Details.

Es gibt zudem auch Resin, das mit Seifenwasser statt Alkohol gereinigt werden kann. Zum Testzeitpunkt war das aber schwer und wenn dann nur sehr teuer zu bekommen. Daher in meinem Fall „nur“ das ECO Resin von Anycubic. Das ECO steht übrigens dafür, dass das Resin selbst aus Sojabohnenöl besteht und vollständig biologisch abbaubar ist. Theoretisch soll es sogar auf den Kompost dürfen – etwas das ich natürlich testen werden, in der Kürze des Tests passiert da aber noch nicht viel. Wer möchte kann den Druck danach noch schleifen und so die Texturen weiter verfeinern. Dafür eignet sich ganz normales Schleifpapier, mit feiner bis sehr feiner Körnung.

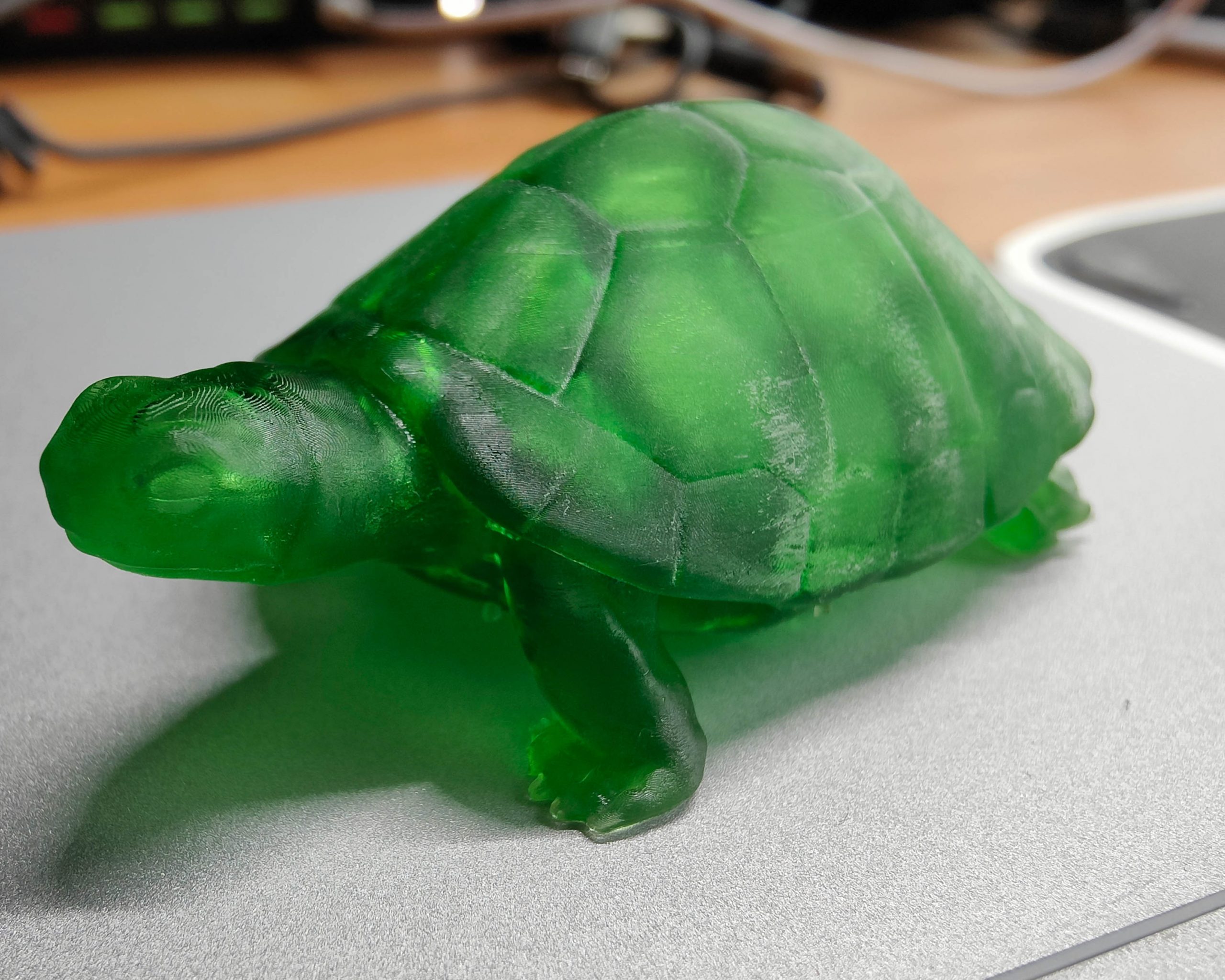
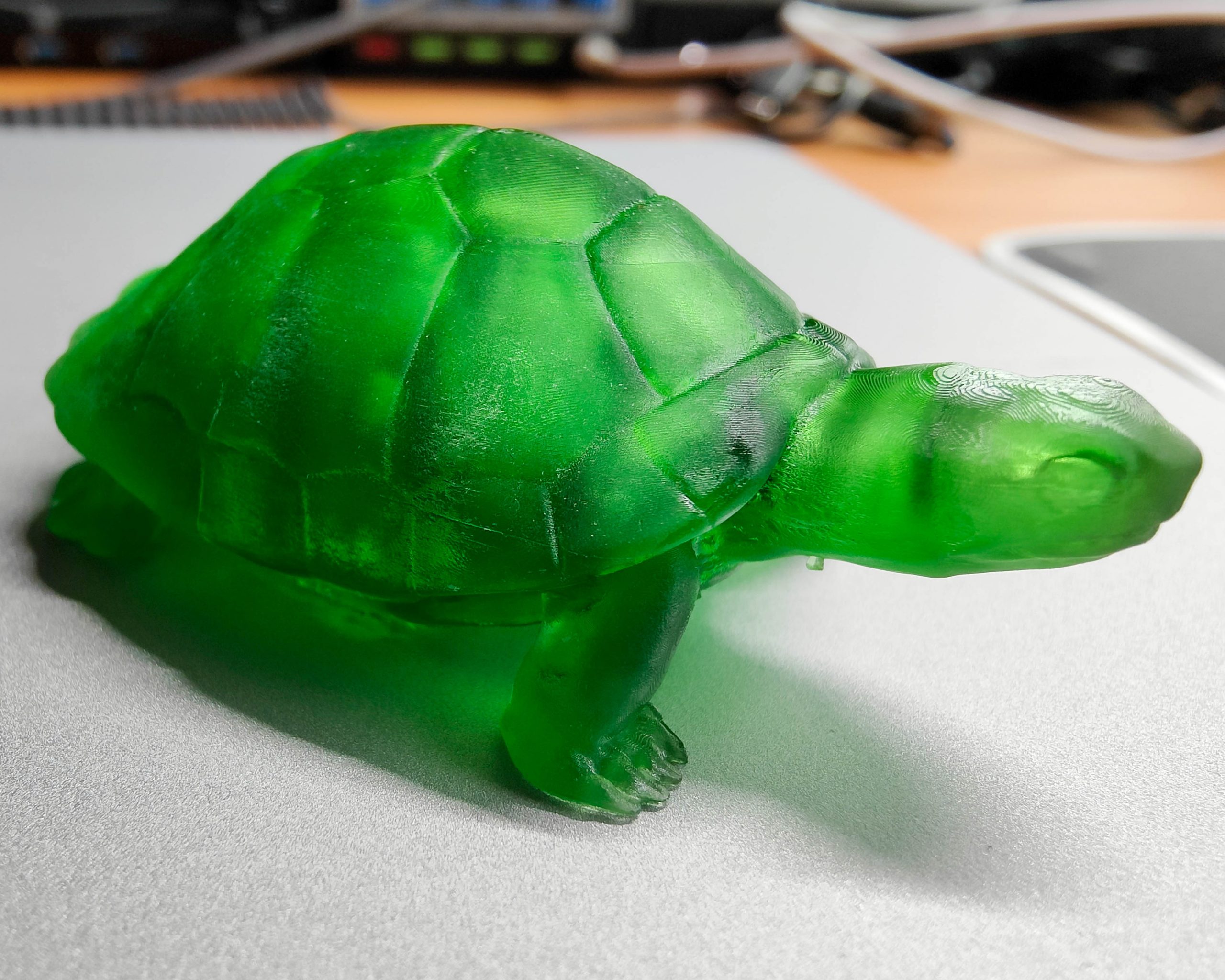
Ganz fertig sind wir aber noch nicht: Der Drucker selbst muss auch noch gereinigt werden. Nicht verwendetes Resin kann aus dem Bassin einfach in die Flasche zurück gefüllt werden, sollte dabei aber auf jeden Fall durch ein feines Sieb gegossen werden, um feste Partikel zu filtern. Sofern die gelbe Abdeckhaube – um das UV-Licht zu filtern – aufgesetzt wird, kann das Resin aber auch für kurze Zeit im Drucker verbleiben, wenn man bald wieder in der gleichen Farbe drucken will. Ich hatte mit dem Resin, nachdem es über das Wochenende im Drucker stand, keine Probleme. Viel länger würde ich es aber nicht im Drucker lassen. Zum Abschluss noch ein paar Druckergebnisse:



Und der Photon M3?
Ok, jetzt zum Drucker selbst. Ich habe, da es mein erster SLA-Drucker ist, keine direkten Vergleichswerte. Aber insgesamt macht der Photon M3 einen sehr guten Eindruck – gerade mit Blick auf den verhältnismäßig geringen Preis. Vor wenigen Jahren lagen solche Drucker noch bei mehreren Tausend Euro, heute bekommt man sie schon für etwas mehr als 300€.
Die Handhabung – von Aufbau bis Druck inklusive Kalibrierung – ist super einfach und schnell erledigt. Auch die Steuerung beim Druck ist selbsterklärend. Allerdings liegt hier mein größter Minuspunkt: Das Touch-Display ist ziemlich ungenau und ich hatte immer wieder Probleme die richtige Belichtung einzustellen, weil einfach die falsche Taste erkannt wurde. Als Lösung bietet sich ein Touchscreen-Stift an, wie ihn manche noch am Smartphone nutzen. Damit ist die Bedienung deutlich einfacher und weniger frustrierend.
Das Display ist dann aber auch der größte Minuspunkt. Der Druck selbst verläuft beinahe lautlos und ohne große Einarbeitung konnte ich auch feine Modelle ohne Probleme drucken. Auch sonst ist die Haptik gut bis sehr gut, alle Teile die man regelmäßig lösen muss haben große Griffe, um sie ohne Werkzeug benutzen zu können.

Die Photon-Workshop-Software ist ok, mehr nicht. Aber im Grunde funktioniert sie – auch ohne Anleitungen zu studieren – wie sie soll. Groß einstellen musste ich nichts, die Basiseinstellungen gepaart mit den Einstellungen in Photon-Workshop haben gereicht, um direkt gute Ergebnisse zu erzielen. Sicher ist hier noch Potential für Optimierung, das kommt mit der Zeit.
Die Druckergebnisse waren jedenfalls richtig gut, selbst für mich als Einsteiger. Die Layer, oder auch Schichten, sind super fein, die Drucke haben problemlos an der Buildplate gehalten ohne großen Aufwand. Das Detaillevel ist extrem hoch bei gleichzeitig geringer Druckzeit. Zum Vergleich: Mein alter PLA Drucker hat für das gleiche Teil fast 30 Stunden benötigt, das ich auf dem Photon nun in 12 drucken konnte. Bei höherem Detailgrad. Man benötigt deutlich weniger Supports, weniger Gedanken ob denn ein Überhang einfach do gedruckt werden kann oder nicht, und so weiter. Das macht gerade die Druckvorbereitung sehr einfach und schnell.
Fazit: Ein SLA-Drucker für Einsteiger?
Hier gibt es ein klares „Ja“ von mir. Wer in den 3D-Druck mit SLA-Resin einsteigen will bekommt hier ein rundes Gesamtpaket, das einen einfachen Einstieg ermöglicht. Die Bedienung ist leicht, die Einrichtung einfach und die Benutzung selbsterklärend. Was will man mehr?
Klar sein sollte aber: Drucke mit SLA-Resin sind durch den nötigen Reinigungsprozess aufwändiger und der Umgang mit Chemikalien nicht jedermanns Sache. Eine mögliche Lösung sind wasserwaschbare Resin, die Anycubic noch zeigen will. Das erspart zumindest den Umgang mit literweise Isopropylalkohol. Ob man sich für die erhöhte Präzision und Geschwindigkeit beim Druck allerdings das Handling samt Reinigung aufbürden will, ist natürlich eine Frage, die ihr euch selbst stellen müsst. Ich bin jedenfalls sehr zufrieden mit den Ergebnissen und an die Reinigung gewöhnt man sich auch.
Der Anycubic Photon M3 ist ab heute direkt bei Anycubic für 327 Euro bestellbar.














